 US Dollars
US Dollars


Introduction
When designing an industrial oven, it all starts with the part that must be processed:
- How big is it?
- What does it weigh?
- What kind of material is it?
- What volume or quantity needs to be processed every hour?
And, most importantly:
- How are we going to move parts into and out of the oven?
One tried and true material handling method is to use a conveyor belt to move the parts through the oven. This keeps all the critical drive components (sprockets, shafts, bearings, gear box and drive motor) outside of the heat, thereby promoting longer component life.
There are several different types of conveyor belts used in industrial ovens. These include, but are not limited to:
- Flat Wire Belts
- Formed Wire Belts
- Metal Mesh Belts
- Fabric Mesh Belts
- Molded Plastic Belts
- Solid Belts
The type of belt chosen depends on a number of different factors including:
- The process being performed (e.g. drying, curing or heat treating)
- Physical properties of the part (size, geometry, orientation and weight)
- Required belt speed
- Oven operating temperature
Horizon Performance Technologies will always design your oven with the best belt choice available.
Types of Conveyor Belts in Industrial Ovens (What, Why and When)
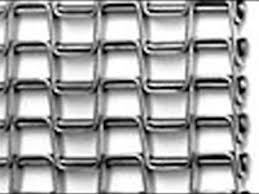 Flat wire belts are the most commonly used belt in oven applications. The belts are made from a flat strip of metal (on edge) that is formed into an interlocking zig-zag grid, connected by round through-rods. These belts are available in carbon steel, galvanized steel and different grades of stainless steel. Flat wire belts are rugged, durable and have a very open mesh to allow for airflow through the belt. The downside of flat wire belts is that they are so open, small parts will drop through the mesh or get caught and jam on the slide bed or sprockets.
Flat wire belts are the most commonly used belt in oven applications. The belts are made from a flat strip of metal (on edge) that is formed into an interlocking zig-zag grid, connected by round through-rods. These belts are available in carbon steel, galvanized steel and different grades of stainless steel. Flat wire belts are rugged, durable and have a very open mesh to allow for airflow through the belt. The downside of flat wire belts is that they are so open, small parts will drop through the mesh or get caught and jam on the slide bed or sprockets.

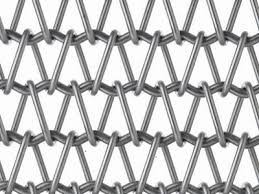
Formed wire belts are typically for light duty applications. The belts are made with round wire that is formed into interlocking “bales”. These belts are typically available in various grades of stainless steel. Formed wire belts can be made in an astounding number of wire diameters, pitches and spacing. They can even have off-sets bent in them to lift the part off the belt (minimum contact) or to secure the part in a specific position or orientation on the belt. Formed wire belts typically have a very open mesh to allow for airflow through the belt.
Metal mesh belts come in an extremely wide variety of wire diameters and spacings. There are single weave belts, double weave belts, balanced weave belts, compound balanced weave belts, etc. They can be made for light, medium or heavy duty applications. These belts are typically available in high carbon or various grades of stainless steel. Metal mesh belts can be made with very small openings to contain very small parts. But bear in mind, the tighter the weave, the more restrictive it is to airflow coming through the belt. Metal mesh belts can also be provided with up-turned edges to contain parts from sliding or rolling off.
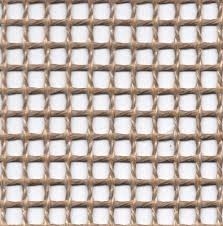 Fabric mesh belts are typically made from woven fiberglass material coated with PTFE. They are available in different strand diameters and mesh. Each side of the belt typically has a PTFE tape edge. There are a variety of splices available to join the ends of the belt. One advantage of the fabric mesh belt is it is non-marring to the parts placed on it. These belts do very well in screen printing and other coating applications. Fabric mesh belts are very light weight and add little to the oven or cooler heat load requirement. However, they will absorb moisture, so they are not recommended in drying applications. The operating temperature of the fabric mesh belt is limited to 500°F. Fabric mesh belts can pose issues with tracking.
Fabric mesh belts are typically made from woven fiberglass material coated with PTFE. They are available in different strand diameters and mesh. Each side of the belt typically has a PTFE tape edge. There are a variety of splices available to join the ends of the belt. One advantage of the fabric mesh belt is it is non-marring to the parts placed on it. These belts do very well in screen printing and other coating applications. Fabric mesh belts are very light weight and add little to the oven or cooler heat load requirement. However, they will absorb moisture, so they are not recommended in drying applications. The operating temperature of the fabric mesh belt is limited to 500°F. Fabric mesh belts can pose issues with tracking.
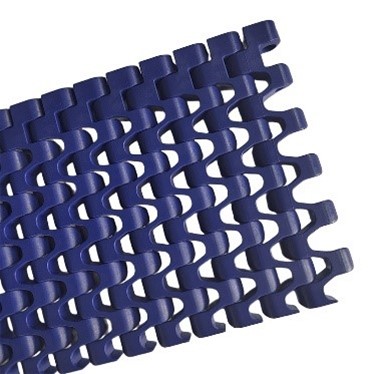
Molded plastic belts are exactly that - molded from plastic. They are also referred to as plastic modular belts. The individual molded modules are joined with a metal or plastic through-rod. They available in different plastics, thicknesses, mesh or solid. These belts can be used in harsh chemical environments. However, the operating temperature of the molded plastic belt is limited by the type of plastic used to make it. Typically, these belts are limited to less than 300°F. However, there are some material selections available up to 465°F.
Solid belts are also exactly as advertised. They are a solid metal or fabric sheet spliced together to form an endless loop. They can be made from stainless steel, aluminum, PTFE-coated fiberglass and other “rubberized” materials. The operating temperature of the solid belts is also limited by the material used to make it. They can also be difficult to track.
Chain Driven Wire Mesh Belts
Another special belt used in industrial ovens is the chain driven wire mesh belt. This belt starts with wire mesh belt
and then has large pitch (typically engineered class) chains welded onto each side. The advantage of adding the chains is the belt then tracks easier and additional belt supports can be added between the chains. In addition, scalloped side plates can be added to keep parts from rolling or sliding off. These belts are used in various industries for conveying small parts through high temperature oven applications.
One common application for chain driven wire mesh belts is in ovens that dry or cure coatings on fasteners (bolts, nuts, screws, etc.) The wire mesh is tight enough that even the smallest fasteners can’t fall through, and the side plates keep the fasteners from rolling off. Belts in this industry are typically 48" wide or more. In order to prevent belt sag on these wide and heavily loaded belts, additional supports must be added. However, when the mesh gets tight, cross-channels are typically added under the mesh to and welded to each drive chain to support the belt.
Innovations in Chain Driven Wire Mesh Conveyor Belt Manufacturing
Horizon Performance Technologies has designed and manufactured dozens of industrial ovens with chain driven wire mesh conveyor belts. However, from the beginning, we identified three common belt problems that were affecting our end users:
1. Severely long lead times
2. Poor airflow through tightly woven mesh
3. Inconsistent manufacturing quality
The lead time to secure the metal mesh is not too bad. There are still a few belt manufacturers in the US that weave this type of belting. Lead time on the mesh is typically in the 4 to 6 week range. However, the lead time on the chains is atrocious. Most belt manufacturers buy chain on a per-order basis. Chain manufacturing was offshored decades ago. Chain ordered from Japan or Taiwan or China can take 18 to 20 weeks to arrive. If you want pay the expense of airfreighting steel chain halfway across the world, you can knock off about 3 weeks.. However, once the chain arrives in the US and clears customs, it still needs to be welded to the crossbars, mesh and side plates.
When processing fasteners or other small parts, the metal mesh belt must have a tight weave. The typical mesh used for curing a coating on fasteners is only 30% open. Conventional belt manufacturers use a cross-channel welded between the chains to support the belt and the load. These cross-channels are usually 2" wide and are placed on 6" centers. That reduces the already small open area by a third. In effect, the belt is only 20% open area. That is an additional detriment to air flowing through the belt and heating the parts as they traverse through the oven.
Historically, belt manufacturers assemble and weld the chain driven wire mesh belt on a flat table. This limits the working surface to the length of the table. If the roll of mesh is longer than the table, the work-in-process belt needs to spill onto the floor and/or be rolled up between welding on the cross bars on the “top side” of the belt and final welding of the mesh to the crossbars on the “bottom-side” of the mesh. The critical belt dimension, particularly on replacement belts, is outside-to-outside of the chains. If the belt/chain assembly is too wide, it won’t fit between the guide angles. If the belt/chain assembly is too narrow, one side of the belt could fall off the guides. Historically, manufacturers have used jigs and clamps to attempt to properly space the chains. Once the crossbars are welded to the chains, the mesh is laid over and tack welded to the chain. When flipping the belt over to final weld the mesh, these tack welds sometimes break and that can result in inconsistent tension of the mesh between the crossbars. In addition, the amount of manpower consumed in man-handling these heavy lengths of chain driven mesh belt is significant.
The engineering group at Horizon Performance Technologies realized that there had to be a faster, better, and more consistent way to manufacture chain driven wire mesh belts. Three changes were made to achieve this goal:
1. Horizon now stocks the engineering class chain most commonly used for chain driven wire mesh belts. This drops the lead time for new belt orders by about 3½ months.
2. Rather than cross-channels which totally block a third of the belt area, we use crossbars fabricated form Schedule 40 pipe, flattened at each end. This allows air to flow around the crossbar and increases the effective open area of the mesh belt by nearly 50%.
3. Using the skills developed in designing custom industrial ovens, our engineers designed and built the Dual-Level, Semi-Automated, Fully Adjustable Belt Stand (DSFabs). This apparatus allows us to fabricate chain driven metal mesh belts with belt surfaces up to 80" wide. DSFabs keeps the chain spacing consistent, maintains constant tension on the belt, and presents both sides of the mesh for welding without having to manually flip the belt.
Conclusion
In response to unacceptable vendor delays, poor airflow through the belt and inconsistent quality, Horizon Performance Technologies now makes our own chain driven wire mesh belts. These belts are regularly used on the new Dip Spin Ovens we manufacture for various customers in the fastener industry. We are also the go-to source for replacement chain driven wire mesh belts for existing ovens. Our lead times are shorter, our performance is better, and our belts are more consistent than the standard belts used in this industry for years.